- 地址:河南省郑州市惠济区工业园
- 公司电话:
- 公司传真:
- 联 系 人:段先生
- 联系电话:18638103003
- 邮箱:838238362@qq.com
钢丝网骨架塑料复合管电熔焊接操作规程
钢丝网骨架塑料复合管电熔焊接操作规程
【施工配套工具】
管材切割机、刮刀、打磨机、专用夹具、记号笔、电熔焊机、挤出焊枪、塑料焊丝、(封口用)扶正器、大锤、紧线器等
【安装及使用步骤】
1、焊接前准备:检查电源电压是否在焊机要求的范围之内,特别是发电机电压。检查导线容量是否达到焊机输出功率的要求和地线接地情况,测量电源电压,确认焊机工作时的电压符合要求,检查焊机的输出端尺寸是否和管件的接线柱匹配。
2、管材截取:注意应将钢丝网骨架塑料复合管端面垂直于轴线截开,其误差小于5mm。如管材端面不是垂直于轴线截开时,则将导致部分焊接区域露出,从而引起熔化材料流入管道等焊接错误。截取管材后管材端面必须封口。
3、焊接面清理:测量并用记号笔在管材上标注出管件的深度或焊接区域。因聚乙烯管材经过一段时间的存放,就会在表面形成氧化层,故焊接前需将管材熔区外表和管件内壁的氧化层完全清除否则将影响焊接质量,造成安全隐患。焊接面刮削要求0.1—0.2mm深,刮削后清除管材、管件内外表面的棱角及余屑。
4、管材与管件的承插:将清洁的电熔管件与需要焊接的管材承插,保持管件外侧边缘与标记线平齐,安装时应注意将管件的接线柱呈放在方便操作位置,管件必须在无应力条件下与管材安装在一起。将管件与管材连接处调整到同一个同心度、水平度,管件处不能出现V 字型。如管材外径尺寸过大,应再次刮削管材焊接端表面达到适配合,如管材和管件承插后间隙过大,焊接时需用抱箍抱紧后进行焊接。
5、安装扶正器:扶正器要起到拉紧承插作用,焊接时不易移动;扶正管件与管材的配合间隙作用和校圆管材作用。将扶正器的两个卡环调到管材的适当位置,必须位于记号之后,以免抵住管件承插不到位,拧紧扶正器的卡环螺母,卡紧在管材上。安装时注意扶正器的螺孔方向,以免装不上扶正螺杆。
6、输出接头连接:焊接输出端与管件接线柱牢固连接,不得虚接。如果输出端尺寸与管件尺寸不同,应使用相同匹配的接线插头。
7、焊接及记录:输入准确的焊接参数后,按确认键开始焊接。焊接过程结束,焊机会自动报警提示。焊接时记录好焊接参数,以便对施工质量跟踪分析,
8、冷却:焊接完后在冷却过程中要让接头处于自然状态,且应保证冷却过程中不受任何外力作用,不得移动、转动接头部位及两侧管道。冷却时间应根据气候条件、管件大小等确定。
【注意事项】
核对欲焊接的管材规格、压力等级是否正确,检查其表面是否有磕、碰、划伤。如伤痕深度超过管材壁厚的10%,应予以切除后方可使用。施工现场断管时,其截面应与管道轴线垂直,截口处应用挤出焊枪进行封口,严禁使用未封口的管材。(见标准:CJJ33-2005第23页7.3.3),如截口处没有进行封口处理不允许焊接施工。
1、安装时电熔管件内壁及管材熔接区严禁有有机物及其他物质污染。
2、焊接管件时必须远离焊接管件,直至完成焊接冷却30秒后方可靠近。
3、根据现场环境的温度及工作电压变化。在焊接时可适当补偿焊接时间或增减电流。
4、根据电熔焊机的要求输入匹配的电源,在电源距离电熔焊机越远,则要求电源线线径越大,以免出现欠压影响焊接质量(焊机功率8KW以下的使用国标4平方线;焊机功率8KW以上的使用国标6平方线;电缆线长度不要超过100米);使用发电机进行发电焊接时,发电机功率必须与电熔焊机功率相匹配,发电机功率过大的应安装稳压器。
5、管道安装时,弯头、三通管件必须做好支墩加固或支架固定及适当做好管道补偿。
6、管材填埋必须在冻土层以下,管沟在安装及焊接时不能有水浸泡管道。
7、气温较低时,焊接电熔管件必须做好保温工作。
8、昼夜温差较大的环境下工作,必须采用扶正器及紧线器、手板葫芦固定电熔管件两边的管材,以免受热胀冷缩影响焊接质量。
9、焊接前检查输出线和管件连接可靠后确认焊接。焊接中严禁用手触碰输出线和管件的连接点。焊接完成后保证冷却时间的完成,在冷却过程中,不能移动或拉伸管材和管件。
10、如果用到电熔管件焊接夹具时,应先打开电熔管件焊接夹具,将管件夹紧,安装时,注意保护管材,调整好电线接点的位置,管件外圆椭圆或有锥度时,夹具夹紧后,部分部位与管件外表有间隙时,不影响焊接。焊接结束后,要求冷却60分钟以上,方可将夹具拆下。、
11、操作焊机人员必须定位,如更换应由专业人员进行指导。
12、沟槽的垂直深度超出1.5米时,原则上不允许下沟指导操作(具体要求遵循CJJ 101-2004第32页6.2沟槽开挖与基础);确需下沟时,梯形槽如梯形槽横断面图:
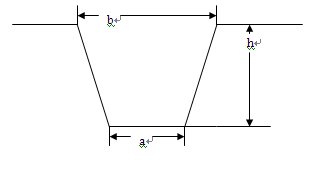
上口宽度可按下式计算:上口宽度=底宽+2*沟槽的垂直深度*边坡率
13、管材、管件运输及贮存应注意轻放,防止剧烈碰撞,堆放高度应小于或等于1.50m(具体遵循CJJ 101-2004第13页3.4管材、管件运输及贮存)。
14、钢丝网骨架塑料复合管的敷设应注意不能损伤管材,穿越道路、铁道时应加管套保护;回填时应先填实管底,管道两侧及管顶以上0.5m内的回填土,不得含有碎石、砖块、垃圾等杂物,不得用冻土回填。(具体遵循CJJ 101-2004第33页6.3管道敷设及回填)
如有任何技术质量问题,可及时联系郑州宏泰管业有限公司,全国免费热线:400-723-3003。